Bending 125 Aluminum Sheet

Bending Aesthetics When The Finish Comes First Fabricating And Metalworking

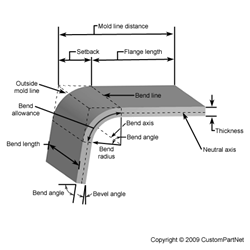
Layout And Forming Part Two

Bend Allowance Sheetmetal Me
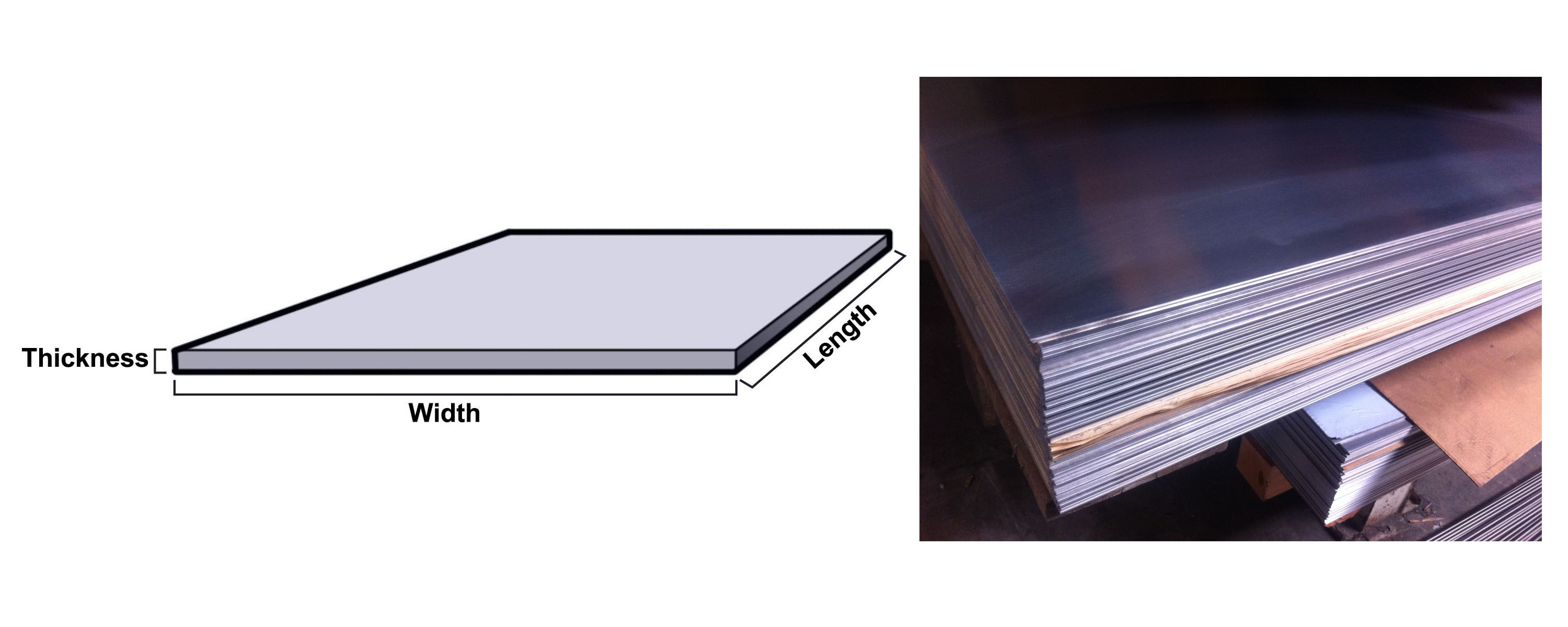
Aluminum Sheet How To Bend Aluminum Sheet
Sheet Metal Calculator Bend Allowance Equations And Calculator Engineers Edge

Sheet Metal Design Guide Geomiq

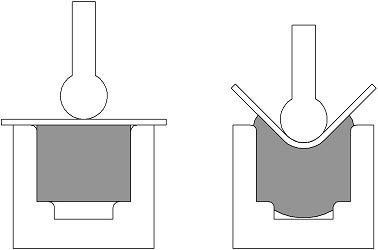
To define the bend region and reduce the force required to bend a part out of sheet metal down to something you can handle without a brake press slots can be cut at the bending line to.
Bending 125 aluminum sheet.

Which Aluminum Alloy Bends Best Clinton Aluminum
Bend Allowance Calculator

Free 1000 Diy Projects Handbook Homemade Bending Tool X2f Sheet Metal Brake Hobosgold Do You Find Th Metal Bending Sheet Metal Brake Aluminum Sheet Metal

How To Put A 90 Degree Bend In 125 Thick Aluminum The Home Machinist
Aluminum Sheet Craft Metal All Sizes Fast Shipping

Aluminum Diamond Tread Plate Sheet 063 6 X 12 3003 H14 Checker Plate Durbar Floor Plate Tread Plate Metal Supply S Diamond Plate Aluminum Free Plates
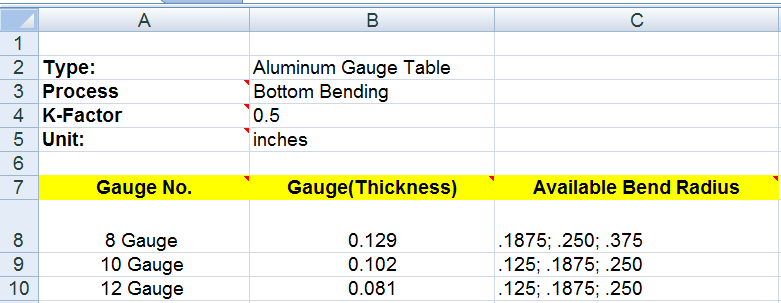
How To Set Up Sheet Metal Gauge Tables Engineers Rule

Automated Sheet Metal Panel Bending Metal Sheet Design Sheet Metal Fabrication Metal Bending
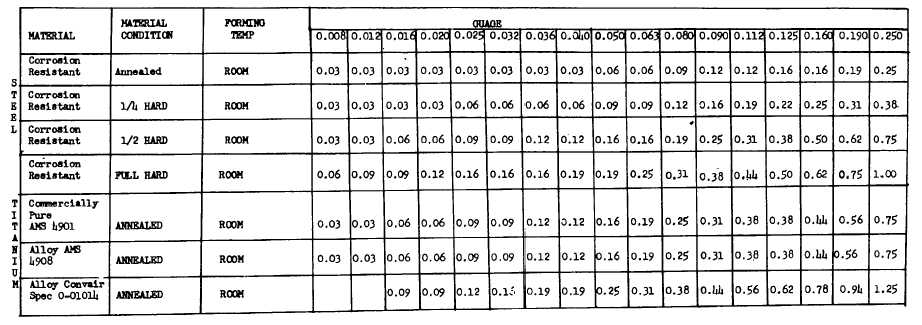
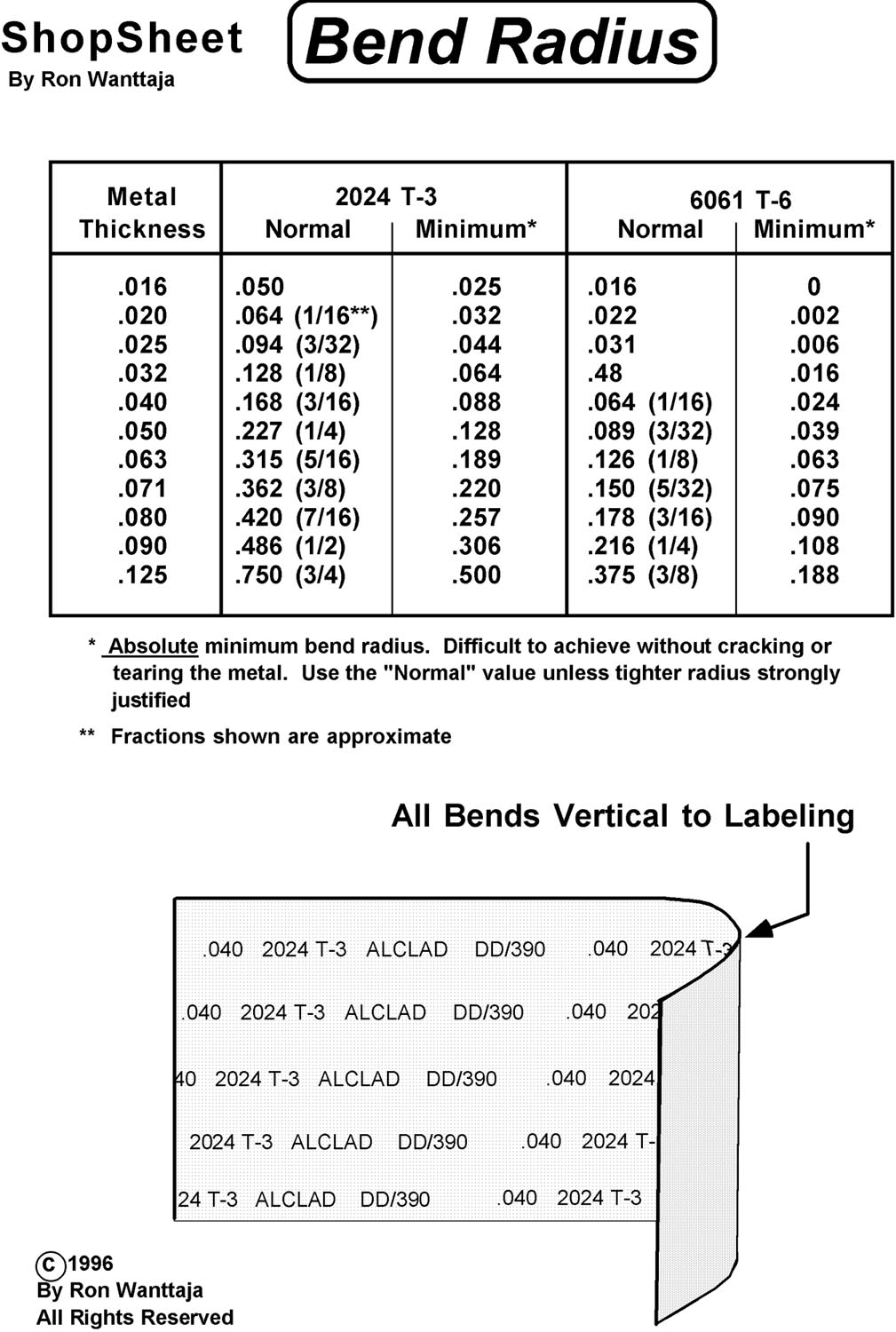
Standard Bend Radii For 90 Cold Forming Flat Sheet Contd
Aluminum 5052 Sheet M K Metal Co

Aluminum Sheet Metal Sheet Plates High Quality Aluminum Metal Products
Aluminum Plate Aluminum Plate Bend Radius

Aluminum Sheet Aluminum Sheet Weight Chart

Pin On Forms And Shapes

Run Away Brainz Diy How To Bend Aluminium The Easy Way With A Home Made Brake And A Few Tricks Sheet Metal Bender Metal Working Tools Diy

Sheet Metal Bending Up To 16 M Length

Mill Finish Aluminum Sheet Plate 6061 T6 190 48 X 5 125 Aluminium Sheet Stainless Steel Sheet Diamond Plate

This Homemade Bending Tool Makes A Cheaper Alternative For Your Expensive Metal Bending Machines Metal Bending Sheet Metal Bender Metal
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctf5 Nxksu4pilv5ywyfyl1 Wjg1jit Cavw4ekf14vx5cfm6oo Usqp Cau

Sheet Metal Bender 30 Aluminum Bending Brake Sheet Metal Bender Sheet Metal Bender Metal Bender Sheet Metal

2024t3 Alclad Aluminum Sheet Aircraft Spruce

Homemade Bending Tool Sheet Metal Brake Youtube Sheet Metal Sheet Metal Brake Metal Working Tools

Sheet Metal Bend Design Equations And Calculation Engineers Edge Sheet Metal Metal Bending Sheet Metal Work

The Tool Works Great It Does Have To Be Mounted On A Strong Table With A Little Muscle This Bender Can Fold Metal Bending Tools Welding Table Welding Projects
Source : pinterest.com
